Osprey® 18Ni300
Maraging steel
Osprey® 18Ni300
Osprey® 18Ni300 is a high-hardness maraging steel alloyed with cobalt, nickel and molybdenum. It is typically used for conformal-cooled mould tooling and rubber-tyre mould (sipes) applications.

- UNS
- K93120
- ASTM, AISI
- 18Ni300
- EN Number
- 1.2709
- DIN
- 1.2709
Powder designed for
- Additive Manufacturing (AM)
This metal powder is manufactured by either induction melting under Vacuum Inert Gas Atomization (VIGA) or melting under argon prior to Inert Gas Atomization (IGA).
-
Product description
Osprey® 18Ni300 is a high-hardness maraging steel alloyed with cobalt, nickel and molybdenum. The alloy is typically used for conformal-cooled mould tooling and rubber-tyre mould (sipes) applications.
In both as-built, directly age-hardened and solution annealed (homogenized) and aged conditions, the parts can be machined, spark-eroded, welded, micro shot-peened, polished, and coated if required.
This metal powder is manufactured by either induction melting under Vacuum Inert Gas Atomization (VIGA) or melting under argon prior to Inert Gas Atomization (IGA), producing a powder with a spherical morphology which provides good flow characteristics and high packing density. In addition, the powder has a low oxygen content and low impurity levels, resulting in a metallurgically clean product with enhanced mechanical performance.
Product description
Osprey® 18Ni300 is a high-hardness maraging steel alloyed with cobalt, nickel and molybdenum. The alloy is typically used for conformal-cooled mould tooling and rubber-tyre mould (sipes) applications.
In both as-built, directly age-hardened and solution annealed (homogenized) and aged conditions, the parts can be machined, spark-eroded, welded, micro shot-peened, polished, and coated if required.
This metal powder is manufactured by either induction melting under Vacuum Inert Gas Atomization (VIGA) or melting under argon prior to Inert Gas Atomization (IGA), producing a powder with a spherical morphology which provides good flow characteristics and high packing density. In addition, the powder has a low oxygen content and low impurity levels, resulting in a metallurgically clean product with enhanced mechanical performance.
Osprey® 18Ni300 is a high-hardness maraging steel alloyed with cobalt, nickel and molybdenum. The alloy is typically used for conformal-cooled mould tooling and rubber-tyre mould (sipes) applications.
In both as-built, directly age-hardened and solution annealed (homogenized) and aged conditions, the parts can be machined, spark-eroded, welded, micro shot-peened, polished, and coated if required.
This metal powder is manufactured by either induction melting under Vacuum Inert Gas Atomization (VIGA) or melting under argon prior to Inert Gas Atomization (IGA), producing a powder with a spherical morphology which provides good flow characteristics and high packing density. In addition, the powder has a low oxygen content and low impurity levels, resulting in a metallurgically clean product with enhanced mechanical performance.
Technical data
Page updated Sep 14, 2023 1:17 PM CET (supersedes all previous editions)
Downloads
-
Chemical composition (nominal), %
Fe Bal.C ≤0.03Cr ≤0.3Ni 18Mo 4.8Co 9.0Ti 0.7Al 0.1Si ≤0.1P ≤0.01S ≤0.01 -
Powder characteristics and morphology
Powder for Additive Manufacturing
Osprey® metal powder for Additive Manufacturing is characterized by a spherical morphology and high packing density, which confer good flow properties. For powder bed processes these are essential when applying fresh powder layers to the bed to ensure uniform and consistent part build.
For blown powder processes, such as Direct Energy Deposition (DED), good flow ensures uniform build rates. Tight control of the particle size distribution also helps ensure good flowability. Low oxygen powders result in clean microstructures and low inclusion levels in the finished parts.
 a) A low magnification SEM micrograph, b) A higher magnification SEM micrograph showing the spherical morphology of the gas atomized powders.
a) A low magnification SEM micrograph, b) A higher magnification SEM micrograph showing the spherical morphology of the gas atomized powders. -
Particle size distribution
Powder for Additive Manufacturing
Osprey® metal powder for Additive Manufacturing is available in a wide range of particle size distributions that are tailored to the individual Additive Manufacturing systems. They can also be tailored to the particular requirements of the end application, both in terms of mechanical performance and surface finish.
 Typical particle size distributions for Additive Manufacturing.
Typical particle size distributions for Additive Manufacturing.Typical particle size distributions for Additive Manufacturing Process technology Size (µm) Binder jetting ≤ 16, ≤ 22, ≤ 32, ≤ 38, ≤ 45 Laser - Powder Bed Fusion (L-PBF) 15 to 53 and 10 to 45 Electron beam - Powder Bed Fusion (E-PBF) 45 to 106 Direct Energy Deposition (DED) 53 to 150 -
Heat treatment
Osprey® 18Ni300 maraging steel is characterized by high hardness and toughness and is easily heat-treatable using a simple thermal age-hardening process to obtain excellent hardness and strength. Otherwise, depending
on the application, the steel can be solution annealed prior to aging treatment.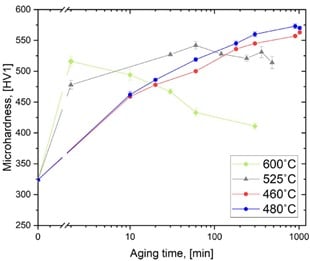
Maximum hardness, approximately 550 HV (53 HRC), is typically reached after a heat treatment at 480°C/896°F for 6–10 hours, depending on the part size. Lower hardness can be achieved by aging at higher temperatures. The use of maraging steels in applications such as die casting tooling might require an aging temperature of approx. 525°C/977°F to achieve an overaged structure to ensure the thermal stability in service.
Higher temperatures and longer holding times should be avoided as softening will occur due to excessive over-aging and austenite reversion. If a specific yield strength is required, it is recommended to use a maraging steel in which the required strength is achieved by conventional aging instead of over-aging a higher strength grade.
-
Mechanical properties
Comparison of material, based on Osprey® 18Ni300 Vacuum Inert Gas Atomized (VIGA) and Inert Gas Atomized (IGA) powder, produced by Laser - Powder Bed Fusion (L-PBF) and typical wrought material properties. The material was processed using 40 µm layer thickness.
Mechanical properties, metric units Condition Yield strength (Rp0.2), MPa Tensile strength (Rm), MPa Elongation (A), % Area reduction Hardness, HV (HRC) Impact toughness (CVN*), J VIGA As built 1,181 +/–4 1,242 +/–2 17.9 +/–0.1 68 +/–2 385 +/–6 (39) 108.0 DA1) 1,974 +/–5 2,031 +/–4 9.2 +/–0.2 45 +/–1 580 +/–4 (54) 17.0 HSA2) 1,970 +/–40 2,071 +/–30 8.3 +/–0.8 37 +/–3 594 +/–7 (54) 14.0 IGA As built 1,172 +/–4 1,244 +/–5 17.1 +/–0.5 63 +/–1 385 +/–10 (39) 63.0 DA1) 1,961 +/–10 2,029 +/–9 7.2 +/–1.2 34 +/–5 575 +/–5 (53) 12.0 HSA2) 2,008 +/–16 2,111 +/–15 9.0 +/–0.3 42 +/–2 585 +/–5 (54) 13.5 Wrought properties VIM3)/VAR4) 1,800 1,900–2,100 9.0 40.0 - - Vacuum melted 2,000 2,050 7.0 40.0 - - *CVN = Charpy V-Notched impact toughness test
1) DA = Direct aged
2) HSA = Homogenized solution annealed
3) VIM = Vacuum-induction melted
4) VAR = Vacuum-arc melted -
Surface roughness
Typical surface roughness, Ra (µm) of Laser - Powder Bed Fusion (L-PBF) material:
- Horizontal: 5.6
- Vertical: 4.3
-
Fracture surface
 a) classic cup and cone fracture surface, SEMs with increased magnification, b) fracture surface showing a ductile features and c) at increased magnification.
a) classic cup and cone fracture surface, SEMs with increased magnification, b) fracture surface showing a ductile features and c) at increased magnification. -
Fatigue properties
Age-hardened samples were heat treated in the direct aged (DA) and homogenized solution annealed (HSA) and the fatigue strength is compared with typical wrought material properties. Results of fatigue strength are based on the rotating bending configuration in a staircase regime, with a maximum number of cycles (2×106) as the run-out level, 2,300 RPM rotation speed and an applied stress between 525 and 800 MPa.
Fatigues properties, metric units Age-hardened samples Test configuration Fatigue strength, MPa Tensile strength (Rm), MPa Hardness, HV (HRC) VIGA1) L-PBF material DA3) Rotating bending / 2x106 700 2,031 +/–4 610 (54) HSA4) Rotating bending / 2x106 750 2,071 +/–30 610 (54) IGA2) L-PBF material DA3) Rotating bending / 2x106 570 2,029 +/–9 590 (53) HSA4) Rotating bending / 2x106 717 2,111 +/–15 610 (54) Wrought properties VIM5)/VAR6) Bending / 1x107 >735 1,900–2,100 - Vacuum melted Tension-compression / 2x106 700 1,916 556 (52) Vacuum melted Rotating bending / 2x106 600 +/–30 2,115 634 (56) 1) VIGA = Vacuum Inert Gas Atomization
2) IGA = inert Gas Atomization
3) DA = Direct aged
4) HSA = Homogenized solution annealed
5) VIM = Vacuum-induction melted
6) VAR = Vacuum-arc melted -
Physical properties
Wrought material, typical values Density 8.1 g/cm3 (0.29 lb/in3) Thermal conductivity, 20°C (68°F) 14.2 W/mK Thermal conductivity, 600°C (1,200°F) 21.0 W/mK Thermal conductivity, 1,300°C (2,600°F) 28.6 W/mK Coefficient of thermal expansion 10.3 10-6 K-1 Melting point 1,413°C (2,575°F) -
About maraging steels
Maraging steels are a class of ultra-high strength, high hardness and high toughness steels which can be welded without preheating either in annealed (easy to machine) or heat-treated condition. These properties make them
ideal candidates for the Laser - Powder Bed Fusion (L-PBF) process to manufacture parts with complex geometries for demanding applications which require an excellent combination of strength, toughness, and thermal stability.The strengthening mechanisms in this type of steel differ from those in classical carbon steels where martensitic, bainitic or pearlitic phases are formed on cooling and tempering is employed to control carbide precipitation. Less than 50% of the overall contribution to strengthening is provided by the extremely tough Fe-Ni martensite, while aging of this martensite, containing Mo, Al, Ti and Co in supersaturated solid solution, provides additional strengthening by precipitation of nanosized intermetallic particles in the martensitic matrix.
-
Testing
All Osprey® metal powders are supplied with a certificate of analysis containing information on the chemical composition and particle size distribution. Information on other powder characteristics is available upon request.
-
Packaging
A wide range of packaging options are available, from 1 kg (2.2 lb) to 200 kg (440 lb)*.
Contact our team who can support you with selecting the right packaging for your product and application.
*Some packaging options may not be available for all products due to international shipping regulations.
Disclaimer: Data and recommendations are for guidance only, and the suitability of a powder for a specific process or application can be confirmed only when we know the actual conditions. Continuous development may necessitate changes in technical data without notice. This datasheet is only valid for Osprey® powder.
Osprey® Online
Buy Osprey® 18Ni300 for additive manufacturing from our online store, available directly from stock.
Range of maraging steels
| Osprey® | Standards* | Fe | C | Cr | Ni | Mo | Co | Ti | Al | Mn | Si | P | S | O | N | W | V | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 18Ni300 | UNS K93120 | Bal. | ≤0.03 | ≤0.3 | 18 | 4.8 | 9.0 | 0.7 | 0.1 | - | ≤0.1 | ≤0.01 | ≤0.01 | - | - | - | - | |
| HWTS 50 | - | - | 0.18-0.25 | 2.5-3.0 | - | 2.0-2.5 | - | - | - | 0.10-0.50 | 0.05-0.50 | - | - | - | < 0.06 | - | 0.4-0.6 |
HWTS 50
|
| MAR 55 | - | - | 0.17 | 3.00 | 9.00 | 2.10 | 10.00 | - | - | < 0.3 | < 0.3 | - | - | - | - | - | - |
MAR 55
|
| MAR-50-Co free | - | Bal. | ≤0.06 | 4.0 | 9.5 | 4.5 | ≤0.1 | ≤1.0 | ≤0.3 | ≤0.5 | ≤0.5 | ≤0.03 | ≤0.03 | - | - | - | - |
MAR-50-Co free
|
| MAR-60 | ASTM, AISI 13Ni400 | Bal. | ≤0.03 | ≤0.3 | 13.0 | 10.0 | 15.0 | 0.20 | 0.01 | ≤0.1 | ≤0.1 | ≤0.01 | ≤0.01 | ≤0.1 | ≤0.1 | - | - |
MAR-60
|
* Information about more standards is available in the datasheet for the respective alloy.
Get in touch with our experts in metal powder today
